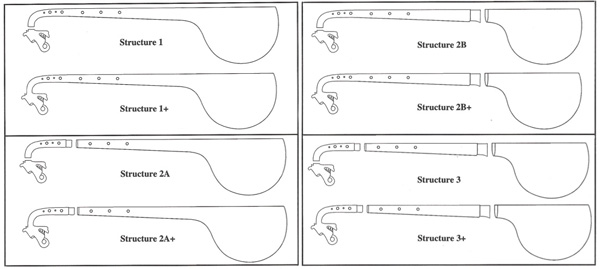
A ces quatre structures de base nous adjoindrons quatre variantes obtenues lorsque le Yali, sculpture décorative n'ayant aucune fonction dans la production sonore, est intégré au cheviller. Nous indiquerons par un " + " ces variations particulières, et résumons dans le tableau ci-dessus les huit types ainsi décris avec leur désignation.
Presque tous les modèles définis ainsi par la théorie existent dans la pratique, certains étant exclusifs à une région ou à un luthier particulier. La structure 2 B + est la seule que nous n'ayons jamais observée, mais il n'est pas impossible qu'elle ait été utilisée dans quelques rares cas.
Les indiens emploient régulièrement certains adjectifs pour qualifier ces différents types de vina, mais leur attribution n'est pas totalement cohérente. Le terme d’ekkanda, le plus prestigieux, est ainsi donné assez indifféremment aux structures 1, 1+, 2 A et 2 A +. Celui d’ekadandi (manche en une pièce) peut désigner les modèles 2 A, 2 A + ou 2 B, et celui d’ottu est réservé aux types 3 et 3 +.
Pour clore cette question, il est fondamental de souligner l'importance symbolique attribuée en Inde à la notion d'unité. Le préfixe "eka" ("un") rencontré à l'intérieur des qualificatifs d’ekkanda ou d’ekadandi, laisse augurer un instrument où ce principe d'unité est respecté, et par ce fait supposé à priori de valeur supérieure. Beaucoup de témoignages de luthiers indiens ou occidentaux, ainsi que notre propre expérience nous poussent à penser qu'il n'y a pas de relation directe entre la structure du corps et la valeur musicale de l'instrument. Dans la mesure où les joints sont correctement réalisés, la qualité du bois et celle du travail ont une importance sans nul doute très supérieure. Deux conséquences contradictoires sont cependant perceptibles du fait de ce goût manifesté pour les instruments en une pièce. La première, négative, sera l'envie souvent remarquée de réaliser "de force" une vina de type 1 ou 2 A dans un morceau de bois ne s'y prêtant pas. La qualité médiocre du matériau amènera alors le luthier à effectuer divers renforcements et camouflages nuisant à l'homogénéité et à la solidité de l'instrument. Avec le temps des phénomènes de torsion ou de craquement peuvent apparaître sur de telles vinas.
La deuxième conséquence, plus positive, réside dans le soin particulier apporté par le facteur à la fabrication d'un instrument en une pièce. Sa valeur marchande étant plus grande, le travail est de préférence confié à un maître luthier, et une attention spéciale est apportée à chaque étape de la réalisation. Cette raison est la véritable cause de la qualité effective de nombreuses vinas ekkandas. |